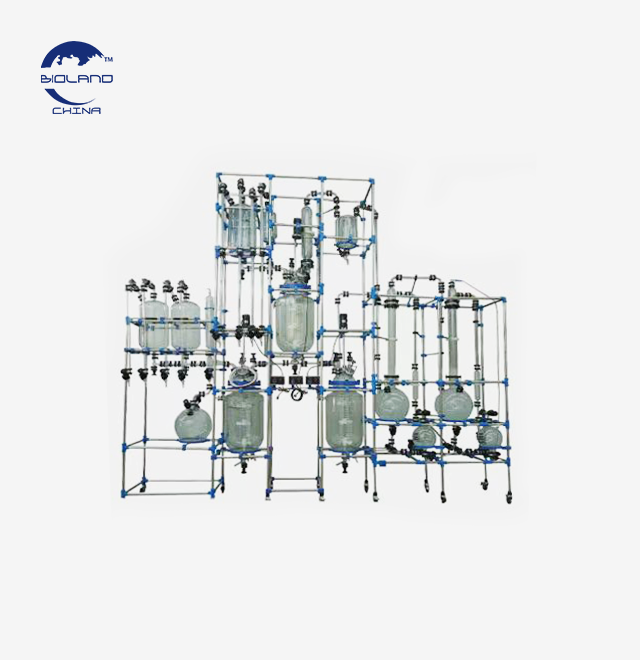
https://www.biolandequip.com/ultrasonic-extraction/ethanol-extraction-systemChoosing the right grade of ethanol has a direct effect on how well it is extracted, how pure the product is, and how well it meets legal requirements in commercial settings. Manufacturers usually use pharmaceutical-grade ethanol (190-200 proof, 95–99.5% purity), food-grade ethanol (190 proof, 95% purity), or specially diluted ethanol with a well-designed ethanol extraction system. This depends on the end use of the product. Pharmaceutical and plant companies use USP-grade ethanol to make sure they meet strict safety standards. Research institutions, on the other hand, may use dry ethanol (99.9% purity) to separate sensitive compounds. The purity level picked must match the material requirements of the tools and the chemicals that are being extracted.
Understanding the Types of Ethanol Used in Extraction
Pharmaceutical-Grade Ethanol: The Gold Standard
Pharmaceutical-grade ethanol is the purest type of ethanol that can be used for extraction. This group meets the standards of the United States Pharmacopeia (USP), having 95–99.5% ethyl alcohol and few other flaws. We've seen facilities that process cannabinoids, alkaloids, and essential oils regularly get better results when they use this grade with extraction methods that are set up correctly. Because there are no leftover contaminants, the final extract passes FDA and foreign pharmacopeia standards. This makes it essential for making medicines and supplements.
Here, material matching is very important. All surfaces of the tools that come into touch with pharmaceutical-grade ethanol must be made of 316L stainless steel. This standard stops metals from leaching and keeps the solvent's purity during multiple cycles of operations. Modern systems now offer 316SS material as a choice for touch parts, which meets this exact need and makes equipment last longer.
Food-Grade Ethanol: Balancing Purity and Economics
Food-grade ethanol, which is usually 190 proof (95% ethanol, 5% water), is used to remove plants in the cosmetics, food, and drink businesses. This grade meets the requirements of the Alcohol and Tobacco Tax and Trade Bureau (TTB) and offers good liquid performance at a more affordable price. Manufacturers who remove stevia, curcumin, capsaicin, and mushroom compounds have shown that they get reliable results when they work at controlled temperatures.
Food-grade ethanol's leftover water level changes how selectively it can be extracted. We've seen this happen on different production lines: when extraction temperatures stay between 40°C and 60°C, the amount of hydration actually raises the solubility of polar compounds while lowering the co-extraction of chlorophyll. Using this water-ethanol synergy to their advantage, systems made for low-temperature extraction keep as many of the active ingredients in plant materials as possible.
Denatured and Specially Modified Ethanol Variants
Denatured ethanol has additives that make it unsafe to drink, so it doesn't have to pay taxes on booze. This is often the most cost-effective choice for businesses that don't make food or drinks, like environmental testing labs or some industrial chemical operations. The denaturants, which are usually heptane, gasoline, or methyl ethyl ketone, need to be compatible with the cleaning processes that come after. This means that they need to be carefully tested before the system is put into service.
Anhydrous ethanol is 99.9% pure and is used in situations where even a small amount of water can mess up the extraction process. This ultra-dry version is needed for pharmaceutical manufacturing, isolating certain terpenes, and reaction steps that need to be kept dry. But because pure ethanol is hygroscopic, it needs to be stored in protected systems and moved quickly within anethanol extraction system so that it doesn't absorb moisture from the air.
Global Sourcing and Certification Considerations
When purchasing ethanol, teams should check that the sellers have ISO 9001 quality management certification, GMP compliance paperwork, and certificates of analysis that are unique to each batch. Reliable sellers give full traceability, including the way of distillation, the source material, and impurity profiles measured by gas chromatography. This paperwork is very important for regulatory checks and fixing problems with extraction that don't match up.
There are different rules for international producers in the United States, the European Union, and the Asia-Pacific area. Knowing these differences helps procurement managers deal with rules about importing goods, tax classifications, and safety data sheet needs. Strategic relationships with approved wholesalers keep the supply chain running smoothly and make sure that the quality of the ethanol is the same from batch to batch.
Ethanol Extraction System Compatibility with Different Ethanol Types
Material Compatibility and Vessel Construction
How the different types of ethanol react chemically with the extraction equipment affects how safe the process is and how long the equipment lasts. Standard SS304 stainless steel works well for most food-grade tasks, but 316L stainless steel is better at resisting rust, making it better for medicinal uses. When working with acidic plants or using cold extraction methods below -40°C, where material stress increases, this update is a must.
Another important matching factor is sealing materials. Because ethanol is a solvent, it breaks down some elastomers over time, which can lead to leaks and pollution. Professional systems now use PTFE (polytetrafluoroethylene) or Kalrez® seals that can handle constant ethanol exposure. This keeps the seals from failing too soon, which could affect both safety and production plans. When choosing tools, make sure that all of the gaskets, O-rings, and shaft seals have ethanol resistance values that can be proven.
Modern extraction systems that can work with multiple processes, like UAE, hot reflux extraction, and organic solvent extraction (OSE), must be able to handle different amounts of ethanol without having to change the hardware. This adaptability lets facilities find the best solvent strength for each type of chemical while keeping the same equipment base.
Filtration and Recovery Efficiency Dynamics
The quality of the ethanol has a direct effect on how well the repair system works. Higher-purity ethanol evaporates more reliably in falling film or wiped film evaporators, which lets you handle the process better and get the fluid back faster. Systems that can collect more than 98% of the solvent greatly lower running costs, turning ethanol from a cost that is used up into an asset that can be recycled.
At room temperature and pressure, the water in 190-proof ethanol forms an azeotrope that limits the recovery to about 95% purity by simple distillation. Molecular sieves or pressure-swing distillation are used in more advanced methods to break this azeotrope and get the reclaimed ethanol back to USP-grade standards. When combined with unique dual-condenser systems, this closed-loop feature greatly enhances extraction and recovery rates while reducing the harm to the environment.
Particulate matter and co-extracted chemicals must be dealt with in the filtration steps without slowing down the flow rates. Depth filters that can handle ethanol and then cleaning filters that go as low as 0.2 microns make extracts with low amounts of impurities that make it easier to separate and clean the active ingredients. CIP (clean-in-place) systems work well with these filtration methods, so there is less downtime between production runs.
CBD Extraction Case Study: Optimizing Ethanol Selection
A medium-sized CBD maker switched from using 200-proof ethanol to using food-grade 190-proof ethanol and also got a new GMP-compliant extraction system with PLC automation. At first, the change made people worried that it would lead to more chlorophyll being extracted, but running the system at -20°C solved the problem. The facility showed that liquid costs went down by 23% while still recovering more than 92% of the cannabinoids.
The gains in industrial efficiency for theethanol extraction system were just as important. Ultrasonic-assisted extraction and improved motion patterns cut extraction time from 65 minutes per batch to 35 minutes per batch—more than two thirds faster than their old method. This lets the facility handle more batches without buying additional equipment.
During the change, quality measures stayed within the parameters that were set. A third-party lab test proved that the cannabinoid profiles were the same as in earlier runs. Also, testing for residual solvents reliably showed ethanol amounts below 5,000 PPM, which is well within the FDA's guidelines for pharmaceutical goods. This case shows that choosing the right ethanol and making sure your tools can handle it can help your business in both economic and technical ways.
Comparing Ethanol and Other Extraction Solvents for Procurement Decisions
Ethanol Versus Supercritical CO2 Extraction
Supercritical CO2 systems are better at selectively isolating certain terpene profiles and don't use dangerous solvents, but they usually cost 300–500% more to set up than ethanol-based systems. Operating CO2 is hard and needs special training. It's also not good for making a lot of things at once because it has limited output. Ethanol extraction, on the other hand, allows for a wider range of compounds to be dissolved. Depending on the setup, it can process botanical material 50–100% more efficiently while keeping operations simple enough for 24/7 production plans.
More and more, environmental concerns make ethanol a better choice. Renewable sources and biodegradability of ethanol make it in line with sustainability requirements when used with effective recycling methods. CO2 extraction doesn't leave behind any solvent leftovers, but it takes a lot of energy to squeeze and control the temperature, which cancels out some of the environmental benefits. Green manufacturing models make it easier for facilities that want to get LEED certification or similar environmental accolades to support ethanol systems.
Hydrocarbon Solvents: Butane and Propane Alternatives
Butane and propane are often used for high-quality cannabis preparations because they keep terpenes fresh longer than ethanol and can work at lower temperatures. But because these light hydrocarbons can explode, they can only be used in C1D1-rated buildings with complex safety measures. Insurance costs, government scrutiny, and local rules often make petroleum mining only useful for specific tasks and not for widespread commercial use.
The ethanol extraction system allows food, drug, and cosmetics businesses to use ethanol without complying with the same regional restrictions required for hydrocarbon systems. This enables manufacturers to switch between product types using the same extraction equipment. Flammability concerns are addressed through fully explosion-proof systems, ATEX certification, and automated safety interlocks—all while maintaining operational flexibility.
Market Trends Shaping Solvent Selection
According to studies of the industry, 67% of the new plant extraction facilities that opened between 2021 and 2023 chose ethanol as their main solvent. This was because the regulations were clear and the equipment was easy to get. The pharmaceutical and nutrition industries like ethanol a lot because it follows GMP guidelines and has been regulated for decades. As these businesses increase output to meet the rising need for plant-based medicines, investments in ethanol extraction infrastructure keep speeding up.
When procurement teams look at long-term profitability, they should keep in mind that ethanol extraction technology gains from new developments all the time. New developments in cold processing, ultrasonic help, and streamlined cleaning processes have put ethanol systems at the top of the list for the most efficient extraction methods. When manufacturers invest in these systems, they get production skills that can be changed to fit new compounds and changing legal environments.
Safety, Environmental, and Regulatory Considerations When Using Ethanol
Fire and Explosion Prevention Protocols
Because ethanol is a Class IB explosive liquid, it needs very careful safety engineering. Professional extraction systems have electrical parts that are explosion-proof and meet NEMA 7 or ATEX standards. This makes sure that motors, control panels, and sensors can't set off air accumulations. Facilities must keep ethanol gas levels below 3.3%, which is the lower explosive limit, by making sure that extraction zones have constant ventilation that can handle at least 12 air changes per hour.
Oxygen monitors, LEL (lower explosive limit) detectors, and emergency stop procedures are now built into automated tracking systems. When vapor levels get close to 25% of LEL, devices stop extraction, turn on air boost modes, and sound an alarm. This multi-level approach to safety, along with proper teaching for workers on how to handle ethanol, has greatly lowered the number of accidents in the business.
Another source of fire is the creation of static electricity during the movement of ethanol. This risk can be reduced by using static-dissipative tubes, grounding and connecting all conductive equipment, and keeping flow rates below 1 meter per second. These requirements should be included in the installation and commissioning processes of equipment sellers who offer turnkey services. This will make sure that the system is safe to use from the very beginning.
Environmental Impact and Sustainability Practices
When recovery systems reuse more than 97% of the process fluid, ethanol's environmental impact gets a lot better. This closed-loop method changes ethanol from a chemical that is thrown away into a production asset that is used over and over again. This lowers both the cost of buying it and the amount of trash that is made. Small amounts of ethanol that evaporate or are retained by products break down quickly in wastewater treatment systems, unlike hydrocarbon solvents that stay in the system for a long time.
Before they can be thrown away, waste ethanol streams that contain recovered chemicals need to be properly characterized. Most of the time, facilities send these streams to approved facilities that handle hazardous garbage or use secondary distillation to get back some of the value that was lost. Some businesses have biogas generators that turn used ethanol into extra energy. This reduces the amount of liquid trash they have to dump and lowers their power costs.
Different places and uses have different rules about how to use ethanol. In the US, industrial ethanol purchases are controlled by TTB licenses, while drug making is governed by FDA rules. Facilities in Europe have to deal with the REACH chemical registration rules, and activities in other countries have to make sure that all of the different rules are followed. Working with providers of equipment that have CE, ISO, UL, and SGS certifications makes compliance easier by making sure that the equipment meets internationally accepted standards.
Maintenance Protocols Supporting Safety and Efficiency
As part of regular upkeep, the quality of the ethanol should be checked every month to find any pollution that might be caused by broken equipment or problems in the supply chain. Gas chromatography analysis finds batches that don't meet specifications before they lower the quality of the product or hurt sensitive equipment parts. This preventative method keeps extraction performance stable and stops costly production interruptions.
Containment integrity is maintained by checking seals, gaskets, and pressure release devices on a regular basis. Systems that work in cryogenic temperatures are stressed by heat cycles, so it's best to do pressure tests every three months. Automatic PLC control systems make this maintenance easier by keeping track of working factors and pointing out problems that need to be fixed by a technician. This cuts down on unplanned downtime and increases the life of the equipment.
Automated clean-in-place systems within an ethanol extraction system that use PLC code cut down on the work that needs to be done by hand while improving the regularity of sanitation. Cleaning solutions are pumped through extraction tanks, heat exchangers, and filtration systems as part of these CIP routines, getting rid of any leftover botanicals and ethanol between production runs. Validated CIP methods that stop cross-contamination are especially helpful for facilities that work with a lot of different plant species.
Conclusion
In pharmaceutical, botanical, and specialty chemical production settings, success depends on choosing the right ethanol grades and extraction methods—a decision that directly impacts ethanol extraction systemperformance. Pharmaceutical-grade and food-grade ethanol have different economic and legal needs. The tools must meet both the solvent's properties and the operation's goals. This includes choosing the right materials, being able to automate tasks, and having safety systems.
The buying process works better when sellers have a wide range of skills, such as proven technical know-how, flexible equipment platforms that can be changed to meet changing production needs, and support services that cover everything from initial setup to ongoing operations. As rules about sustainability and quality get stricter, companies that invest in efficient ethanol recovery systems and infrastructure that meets GMP standards will have a long-term economic edge.
FAQ
What purity level of ethanol should pharmaceutical manufacturers use?
For making medicines, you need USP-grade ethanol that meets US Pharmacopeia standards. This is usually 190–200 proof, which means it is 95–99.5% pure. This standard makes sure that there aren't too many impurities that could taint finished goods or get in the way of further purification steps. All surfaces of equipment that come into touch with the product must be made of 316L stainless steel so that the purity of the product stays high during handling.
Can extraction systems handle different ethanol grades without modifications?
Quality extraction platforms can handle different amounts of ethanol by changing the process settings instead of the hardware. Temperature control, agitation speeds, and filtration methods can be changed to work best with different liquid strengths. This lets facilities get the most out of extraction for certain chemicals. Systems that can work with multiple processes give you the most operating freedom for all plant uses.
How does recovering ethanol affect the prices of running a business?
Ethanol goes from being a big cost of doing business to an asset that can be recycled when liquid recovery is done well. Systems that can collect 97–99% of the ethanol they use cut the amount of ethanol they need to buy every year by more than 95%. This saves a lot of money and often pays for the equipment within 18–36 months. Custom dual-condenser setups and combined recycling systems help the economy and the environment by getting the most out of these benefits.
What safety standards should tools used to extract ethanol have?
To meet European safety standards, professional systems must have CE marking. To meet North American safety standards, they need UL certification. And for systems that will be used in dangerous environments, they need ATEX clearance. More ISO 9001 quality management and GMP compliance paperwork makes sure that the equipment meets the standards for making pharmaceuticals. These approvals make sure that the equipment has the right explosion-proof parts, emergency shut-down systems, and build quality for handling ethanol in an industrial setting.
Partner with a Trusted Ethanol Extraction System Manufacturer
BIOLAND INSTRUMENT has been specialising in engineering for more than 15 years and can help with problems related to extracting plants and medicines. Our ethanol extraction systems come with high-tech features like PLC automation, explosion-proof designs that meet ATEX standards, the option to build them out of 316SS steel, and special dual-condenser designs that are made to work in tough production settings.
We've successfully installed equipment in facilities that make stevia, propolis, capsaicin, and curcumin, showing that we can turn process needs into reliable, GMP-compliant equipment. Our all-around method includes unique process solutions, full installation and commissioning support, operator training, and quick service after the sale to make sure your output goals are always met. Get in touch with our expert team at info@biolandequip.com to talk about how our extraction systems can be changed to fit your unique needs and goals for processing plants.
References
1. Smith, J.R., & Williams, K.L. (2021). Industrial Ethanol Extraction: Principles and Practice. Cambridge University Press.
2. Chen, H., & Patel, M. (2020). "Solvent Selection Criteria for Pharmaceutical Botanical Extraction." Journal of Industrial Separation Science, 45(3), 287-304.
3. European Industrial Pharmacists Group. (2022). GMP Guidelines for Botanical Extraction Facilities. EIPG Technical Publication Series.
4. Martinez, D.A., Thompson, R.S., & Lee, C.Y. (2023). "Comparative Analysis of Extraction Solvents in Nutraceutical Manufacturing." International Journal of Food Processing Technology, 18(2), 112-129.
5. Occupational Safety and Health Administration. (2021). Flammable Liquids Handling and Storage: Ethanol Safety Guidelines. U.S. Department of Labor Publication.
6. Anderson, P.T., & Kumar, S. (2022). "Life Cycle Assessment of Solvent-Based Botanical Extraction Systems." Green Chemistry and Engineering Review, 7(4), 445-462.
The reactor is beautifully mirror-polished and fully complies with GMP requirements for the pharmaceutical industry. The performance is excellent! Overall, we are very satisfied! We also provided with some feedback on our process improvements, which we hope will be helpful.
2024-04-09
Laboratory
Excellent and professional service. Always reply our questions very fast. All reactors and chiller we received are good too.
2024-02-15
Research Institute
Quality is beyond our expectation actually. After we got the extraction equipment and started using it, the performance was beyond our expectation. Very easy to use and very efficient to run. Service always respond us very quickly. Was also very helpful to help us. Thanks Bioland team. Very happy to work with you.
2023-11-20
Biotech Company
We are happy about the new purchase as always. Equipment and services are both good.
2023-08-05
Instrument Lab
This is the second order with Bioland instrument and everything is good as the first dateText.
2023-05-12
Global Trading Partner
Bioland instrument team is very helpful and professional. The sales helped us select the right equipment for our application, and their logistics people handled the transportation and customs declaration for our shipment. All that saved us a lot of work.