Industrial Distillation Column - Professional Separation Equipment
Enterprise-grade industrial distillation columns for precise separation in demanding chemical processes are made by Xi'an Bioland Instrument Co., Ltd. Our columns operate at -80°C to 250°C at vacuum levels below 0.1 mbar with separation purity up to 99.9%+ after 15 years of experience. Made of premium borosilicate glass or SUS304/316L stainless steel, each system holds 5L to 100L+. The columns have advanced PID temperature control, precise packing choices (Raschig rings, θ rings, spring packing), and allow batch and continuous operation. Our CE, ISO, UL, and SGS-certified equipment fulfills GMP/FDA pharmaceutical and food-grade requirements.

Product Description
The industrial distillation glass columns reactor can be designed to be double layer glass reactor or triple jacketed reactor .The reaction solvent can be put into the inner layer to do stirring , inter-layer can be connected with cold and heat source to do circulating heating or cooling reaction.
Under the setting of constant temperature , in sealed glass reaction , stirring reaction can be carried out at atmospheric pressure or negative pressure conditions according to the operating , and also can carry out reflux and distillation of the reaction solution.
This machine is an ideal production equipment for the modern fine chemical , pharmaceutical and biological synthesis of new materials.

Why Choose Us?
Choosing the correct separation equipment partner is crucial. Why industry leaders trust Bioland:
Proven Engineering Excellence
Our in-house R&D team has decades of expertise. We engineer solutions, not just sell equipment. Every industrial distillation column is rigorously designed validated.
Customization Without Compromise
Not all procedures are alike. Tower height, diameter, pressure ratings, and heating systems are customized. We provide glass reactors for lab research and stainless steel units for petrochemical manufacturing.
Fast Turnaround Times
Standard models ship 5-7 days. Custom setups? Just 30 business days. We know downtime is costly.
Transparent Production Tracking
Weekly photographs or videos will show improvement. Detailed inspection materials or Factory Acceptance Tests (FAT) at our plant before shipping.
Comprehensive Support
We're with you through installation, commissioning, operator training, and lifetime maintenance. Original replacement components are always available to reduce manufacturing delays.

Global Compliance
Our equipment is ASME, TEMA, and API compliant. CE and ISO certifications guarantee high-quality, international regulatory compliance.
Technical Parameters
|
Model
|
JLF-5S
|
JLF-10S
|
JLF-20S
|
JLF-50S
|
JLF-100S
|
JLF-150S
|
JLF-200S
|
|
Distillation Tank Volume
|
5L
|
10L
|
20L
|
50L
|
100L
|
150L
|
200L
|
|
Collection Tank Volume
|
1L
|
2L
|
5L
|
10L
|
30L
|
50L
|
50L
|
|
Number of Collection Tanks
|
1-4 sets (Customizable based on the number of fractions to be collected)
|
|
Stainless Steel Material
|
304 Stainless Steel (Optional: 316 Stainless Steel)
|
|
Heating Tank
|
Oil bath heater or jacket with heating liquid circulation
|
|
Distillation Tower Height
|
Height can be customized according to the required number of theoretical plates
|
|
Distillation Tower Diameter
|
40mm, 50mm, 80mm, 100mm or other customizable sizes
|
|
Distillation Tower Heating (Optional)
|
Heating jacket or heating belt
|
|
Stirring Mode
|
Magnetic stirrer, magnetic rotating stirrer or top/head stirrer (magnetic seal or mechanical seal)
|
|
Operating Temperature Range
|
Room temperature to 300°C
|
|
Control System
|
Digital display stirring speed controller, timer for reflux receiver/distributor, heating jacket or heating temperature controller. For oil bath heating, an additional heating temperature controller is required.
|
|
Accessories (Optional)
|
Cooling circulator for condenser; Heater for jacketed distillation tank; Vacuum pump
|
|
Power Supply
|
220V or 380V, 50/60HZ
|
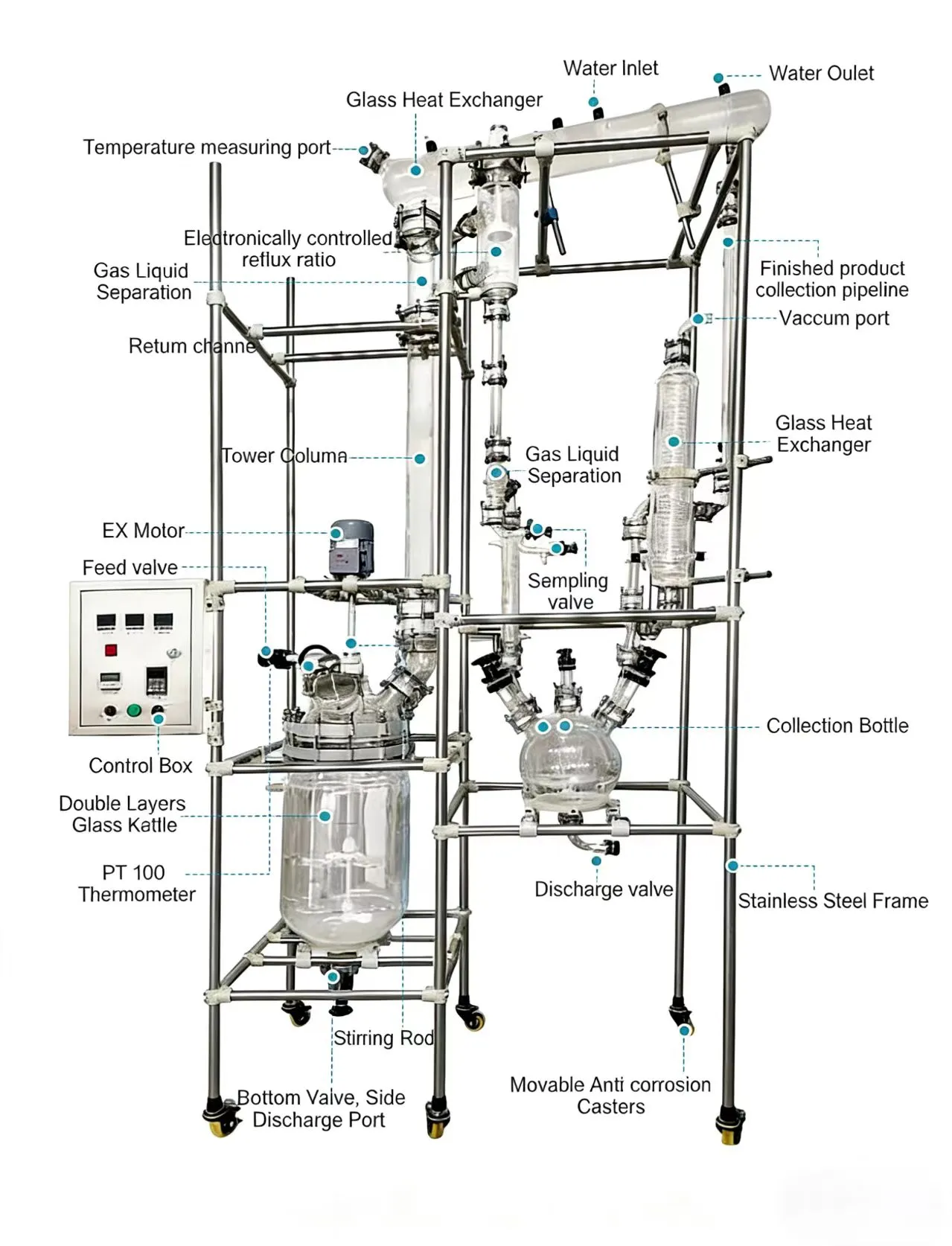
Working Principle
Knowing how your equipment works boosts confidence.
Phase Separation Basics
The column uses boiling points to separate liquids. If you heat the feed combination, lighter components evaporate first. Vapour rises via packing or trays and touches falling liquid, transferring mass continuously.
Vapor-Liquid Contact
Internal structures increase contact. Heavy molecules condense and fall. Lighter fractions rise. Effective separation relies on counter-current flow.

Reflux Control
Condensed above vapour refluxes into the column. Additional washing improves purity. For maximum performance, our PID controllers automatically alter reflux ratios.
Temperature Gradient

Temperature is exact in the column. Lower is hotter, upper colder. The gradient ensures each component reaches its optimal separation zone.
Vacuum Integration
Vacuum decreases heat-sensitive material boiling points. Critical in pharmaceutical production, your products resist heat deterioration.
Process Flow
Here's how your materials move through the system:
1. Feed Introduction
Dedicated feed nozzles bring raw mixture mid-column. System design optimises composition and feed placement.
2. Heating & Vaporization
Heat comes from the column base reboiler. Energy input is consistent with electric, steam, or oil heating.
3. Ascending Vapor Phase
Packing or trays lift vapour. Each theoretical plate-like contact step enriches lighter components.
4. Descending Liquid Phase
Heavy fractions compress and fall. Gravity and column internals distribute liquid evenly cross-sectionally.
5. Overhead Collection
Purified light leaves top. A condenser turns vapour into liquid with cooling water or refrigerant.
6. Reflux Regulation
Splitters separate product collection and reflux return condensate. Fine-tune purity versus throughput using this ratio.
7. Bottom Product Discharge
Heavy residue leaves column base. Continuous systems feed/discharge steadily. After separation, batch procedures gather product.
8. Monitoring & Control
Digital screens indicate current temperature, pressure, and flow. Operators change settings or automate routine changes.

Application Fields
Our columns solve real challenges across diverse industries:
Pharmaceutical Manufacturing
Recover pure solvents like ethanol and methanol. APIs must be purified to GMP standards. Clean electropolished surfaces avoid contamination.
Petrochemical Processing
Split crude oil into naphtha, kerosene, and diesel. Corrosive sulphur compounds require specific alloys. Manage huge throughputs reliably.
Fine Chemicals & Intermediates
High-value specialized chemical production. Break azeotropes by pressure swing or entrainer. Precision your formulas need.
Biofuels & Renewable Energy
Fuel-grade bioethanol dehydration. Remove water to ppm for ASTM compliance. Promote renewable energy.
Food & Beverage Industry
Condense flavours, perfumes, and oils. Low-temperature vacuum distillation preserves flavour and fragrance.
Laboratory R&D
Create innovative processes with tiny glass columns. Transparent design enables researchers see separation processes live.

Quality Certification
You demand quality guarantee for your investment:
- CE Certification: European safety and environmental standards
- ISO Certification: Quality management methods for superior manufacturing
- Validated by Underwriters Laboratories for North American markets
- SGS Verification: Independent testing verifies material and performance.
- Pharmaceutical-grade construction satisfies GMP/FDA regulations.
Material traceability, hydrostatic pressure testing, and dimensional verification are performed on every column before shipment.
FAQ
Q: What's the difference between glass and stainless steel columns?
A: Glass columns offer visual monitoring—ideal for research and process development. They resist most acids and alkalis. Stainless steel suits industrial production with higher pressure ratings, larger capacities, and superior mechanical strength. Material choice depends on your corrosiveness, scale, and observation needs.
Q: How do you prevent column flooding?
A: Proper sizing is key. We calculate vapor velocity limits during design. Operational controls include reflux ratio monitoring and feed rate management. High-capacity packing or trays provide additional safety margin.
Q: Can you retrofit an existing column for better efficiency?
A: Absolutely. Upgrading internals from random packing to structured packing often doubles capacity. Replacing standard trays with high-efficiency designs reduces theoretical stages needed. We assess your current system and recommend cost-effective improvements.
Q: What maintenance does a product require?
A: Regular inspections of seals and gaskets prevent leaks. Check packing integrity annually—compressed packing loses efficiency. Monitor pressure drop trends to predict fouling. We provide detailed maintenance schedules tailored to your service conditions.
Q: How long does installation take?
A: Small lab units can be operational in 1-2 days. Industrial systems require 5-10 days depending on complexity. Our technicians handle mechanical installation, electrical connections, and calibration. Operator training follows immediately.
Q: Do you support non-standard pressures or temperatures?
A: Yes. We've built columns for deep cryogenic service and high-temperature operations exceeding 300°C. Share your process requirements—we'll engineer a solution with appropriate materials and safety factors.
Contact Us
Ready to improve separation using industrial distillation column? Our technical staff is ready to discuss your needs. Email info@biolandequip.com for customized solutions and quotes.