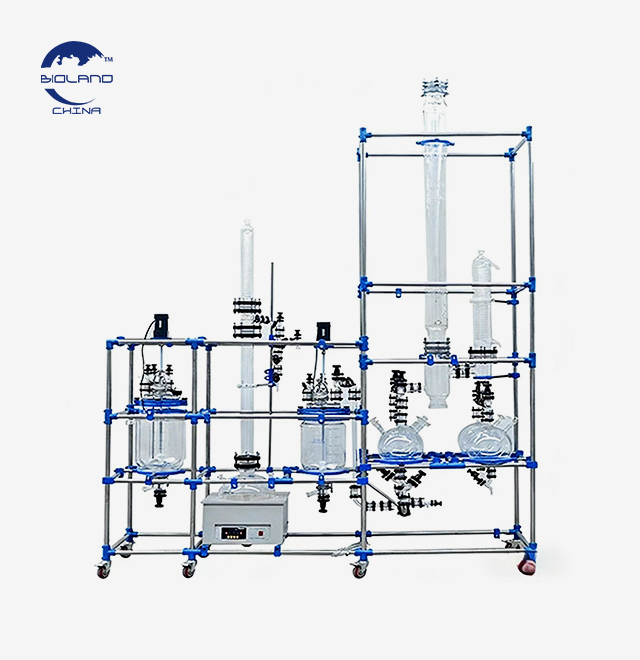
Purification is often the bottleneck in both research and production. Our rectification columns, available in glass and stainless steel, achieve high theoretical plate counts for separating close-boiling organic solvents, high-purity monomers, and inorganic volatile compounds. Where liquid-solid separation is required, our filtration-crystallization reactors integrate reaction, cooling crystallization, and vacuum filtration in a single enclosed unit. This design is especially effective for isolating purified salts, intermediates, and temperature-sensitive organics, minimizing product loss and exposure while meeting laboratory safety and cleanliness requirements.