Reactor Used in Chemical Industry - Professional Manufacturing Solution
With more than 15 years of manufacturing experience, Xi'an Bioland Instrument offers enterprise-grade reactor used in chemical industry options. Our reactors are made of GG17 borosilicate glass, which is very resistant to chemicals and can work smoothly from -80°C to 250°C. Each unit can work in a vacuum or at high pressure, and PLC automation is available for precise process control. Our systems fully meet GMP/FDA norms and have been certified by CE, ISO, UL, and SGS. You get flexible designs that can heat, cool, vacuum, and use ultrasonic waves, and you can change all of them to fit your exact needs. We make sure your production never has to wait by delivering unique models in 30 days and standard models in 5–7 days. Our trained team keeps you up to date on your progress every week with photos and videos, and they also offer full FAT support.

Why Choose Us?
Unmatched Quality Certifications
You get certificates from CE, ISO, UL, SGS, ATEX, and IEC, which are accepted all over the world. International pressure rules, such as ASME Section VIII and PED 2014/68/EU norms, are met by all ships. Our GMP-compliant design makes sure that your product stays clean while it is being processed.
Superior Material Engineering
We use high-quality GG17 borosilicate glass, which can stand up to strong acids, alkalis, and chemical solvents. Nickel alloys, 316L/304 stainless steel, and Hastelloy C-276 are some of the stainless steel choices. The clear glass body lets you see how the reaction is changing in real time, which makes it easier to repeat and control the quality.

Advanced Safety Features
Motors that don't spark and make little noise and have two mechanical seals are good for your workers. The lift-and-rotate design of our product reduces operating danger while it is being cleaned and maintained. When working with volatile chemicals, you can protect your building with optional explosion-proof equipment.
Flexible Customization
We can customize every part of your order, whether you need lab bench-top units or production systems for a large factory. With different speed ranges, you can choose from anchor, paddle, or turbine moving devices. Condensers, dropping funnels, temperature probes, and vacuum distilling units are some of the things that can be integrated.

Comprehensive Support
Our dedicated tech team keeps an eye on your project every week and sends you thorough visual updates. Before you ship, you get full Factory Acceptance Testing. Your products will operate dependably for years thanks to our one-year promise and lifetime repair assistance.
Technical Parameters
|
type
|
volume
(L)
|
Motor power
(W)
|
Speed
(r/min)
|
Stirring torque(1300r/min)
|
Inside/outside tube diameter
(mm)
|
Reactor vessel cover relevant opening size
|
|
|
|
|
|
|
|
center
|
left
|
right
|
later
|
before
|
|
BL-150
|
150
|
370
|
10-680
|
28000g.cm
|
600*550
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-100
|
100
|
250
|
|
22000g.cm
|
460*500
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-80
|
80
|
250
|
|
22000g.cm
|
460*500
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-50
|
50
|
180
|
|
15000g.cm
|
360*405
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-30
|
30
|
180
|
|
15000g.cm
|
315*360
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-20
|
20
|
120
|
|
12000g.cm
|
315*360
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-10
|
10
|
120
|
|
12000.g.cm
|
245*260
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-5
|
5
|
90
|
|
9000.g.cm
|
200*230
|
50#
|
29#
|
24#
|
24#
|
19#
|
Working Principle
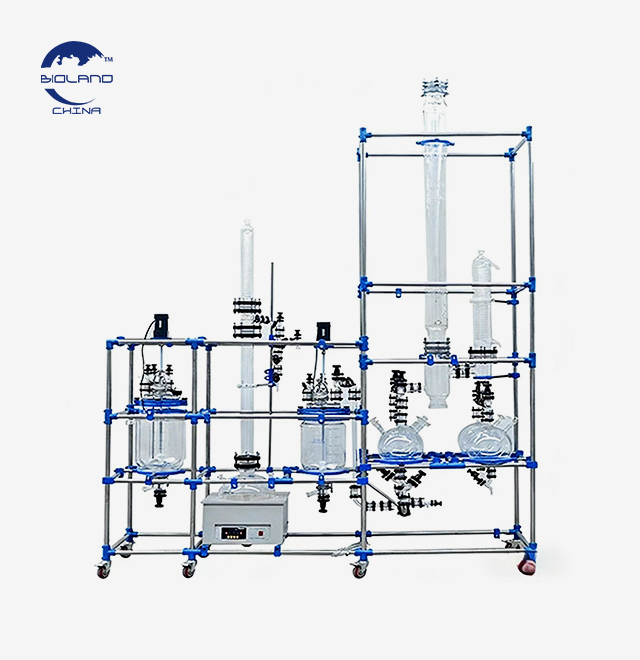
Your reactor used in chemical industry works in settings with controlled thermodynamics that improve reaction speed. Simply follow these steps:

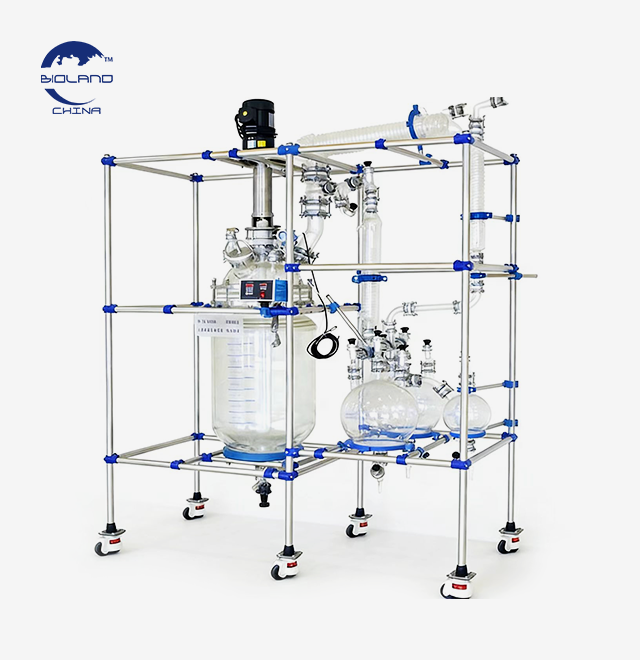
System for Transferring Heat: The jacketed design moves media that heats or cools around the vessel. For warmth, you can use steam, hot oil, or thermal fluids. To cool, you can use glycol, cold water, or thermal fluids. During the whole reaction cycle, this keeps the temperature under tight control.
A mechanism for agitation: the swirling device mixes the reactants evenly. Motors with a lot of power turn shafts that have special impellers on them. This keeps mass movement constant in systems with more than one phase, whether you're working with mixtures of liquids, gases, or solids.
Connection of vacuum pumps lowers the pressure inside the system, which lowers the boiling point for liquid recovery. This keeps temperature-sensitive chemicals safe and speeds up the processes of distillation and evaporation.
Monitoring for safety: Temperature sensors and pressure gauges keep an eye on things all the time. When conditions go beyond what is considered safe, automatic shutdown systems kick in to keep your building safe and stop thermal runaways.

Application Fields
Pharmaceutical API Synthesis
Electropolished areas that meet cGMP standards will help your production. When Active Pharmaceutical Ingredients are processed in batches, they need to be kept very clean. Crystallization, liquid recovery, and multi-step synthesis can all be done by our reactors, and they come with full paperwork support.
Petrochemical & Polymer Production
Exothermic polymerization processes are controlled by high-pressure CSTR setups. When making PE, PP, and synthetic rubber, you get uniform product quality. Hot spots are avoided during hydrogenation processes by better heat removal.
Specialty Chemicals & Resins
Anchor stirrers that can handle high-viscosity materials up to 500,000 cPs are needed to work with glues, paints, and silicones. Even spread of heat keeps products from burning on the walls of the vessel, which increases output and quality.
Biotechnology & Fermentation
Bioprocesses that are sensitive to temperature need to be heated slowly and cooled quickly. With links that can be sterilized by steam and pressure-rated glass parts, our reactors keep things clean.
Food & Beverage Processing
Inert glass surfaces keep flavours from getting messed up during extraction and concentration. You meet standards for food-grade products while efficiently distilling essential oils and cleaning natural products.
Research & Development
Laboratory-scale units from 1L to 50L enable your R&D team to test formulations before scale-up. Modular accessories adapt to changing experimental needs without equipment replacement.
Quality Certification
Our manufacturing facility holds comprehensive certifications ensuring product reliability:
- CE Certification: European conformity for safety and health protection
- ISO 9001:2015: Quality management system compliance
- UL Certification: North American safety standards
- SGS Verification: Independent third-party quality audits
- ASME Section VIII: Pressure vessel design and fabrication code
- PED 2014/68/EU: European Pressure Equipment Directive
- GMP/FDA Compliance: Pharmaceutical manufacturing standards

Every unit undergoes rigorous inspection before delivery. You receive documentation including:
- Material test certificates with PMI verification
- Non-destructive testing reports (RT/UT of welds)
- Hydrostatic pressure test records at 1.5x design pressure
- Surface finish profilometry measurements
- Agitation performance test results with vibration analysis
FAQ
Q1: How do I choose between glass-lined and stainless steel reactors?
Glass-lined offers superior resistance to strong acids and ensures zero product contamination. Stainless steel provides better heat transfer and withstands thermal shock. Your choice depends on chemical compatibility and thermal requirements.
Q2: What jacket type works best for steam heating?
Half-pipe coil jackets deliver optimal performance with steam or hot oil. High-velocity flow improves heat transfer coefficients compared to plain jackets.
Q3: When should I use magnetic drive instead of mechanical seals?
Choose magnetic drives when handling toxic, carcinogenic, or expensive fluids requiring absolute zero leakage. Hermetic sealing eliminates dynamic shaft penetration.
Q4: How does scale-up work from pilot to production?
We maintain geometric similarity and match critical parameters like power per volume (P/V) for mixing intensity and heat transfer area ratios (A/V) to ensure consistent performance.
Q5: What maintenance checks are essential?
Monitor mechanical seal barrier fluid levels, perform gearbox oil analysis quarterly, and conduct ultrasonic thickness gauging annually to track corrosion rates.
Q6: Can you integrate automation systems?
Yes. Our PLC control packages automate temperature, pressure, stirring speed, and dosing sequences. You receive HMI touchscreens with data logging capabilities.
Q7: What's the typical lead time?
Standard configurations ship in 5–7 days. Custom-engineered systems with specific materials or accessories require 30 business days.
Contact Us
Ready to improve your chemical processing with a reactor used in chemical industry? Our engineers are ready to discuss your needs. Quotes and technical advice are available at info@biolandequip.com.