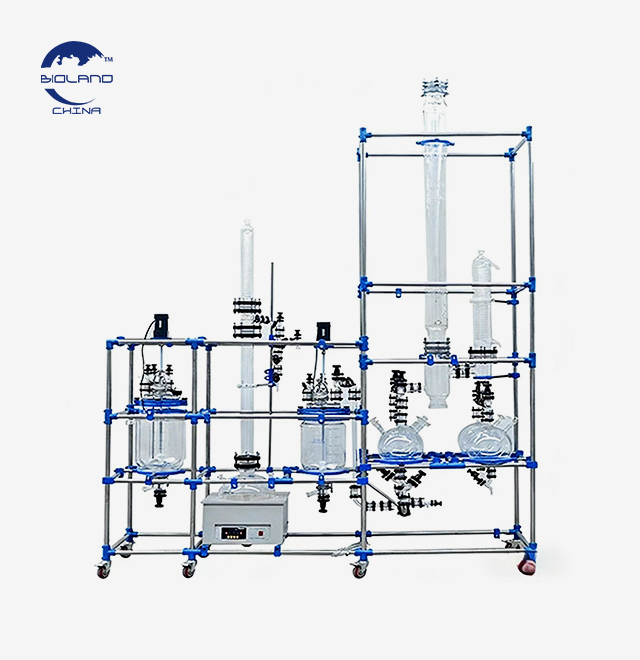
Chemical Batch Reactor - Professional Solution for Process Industries
A chemical batch reactor from Xi'an Bioland Instrument is a large-scale pressure tank designed for controlled chemical synthesis in the pharmaceutical, fine chemical, and biotech industries. Our system is very flexible for sites that make more than one product because it can work from -80°C to 250°C and can create vacuums as low as -0.1 MPa. Each unit is made of GG17 borosilicate glass or SS316L stainless steel and has two mechanical seals, motors that don't spark, and the choice of explosion-proof security that meets ATEX/IECEx standards. We offer full CE/ISO/UL/SGS certification and technical knowledge that goes back more than 15 years. Our turnkey solutions include integrated PLC automation, modular vacuum distillation, condensation systems, and proven CIP routines that make sure batch consistency and GMP compliance for API synthesis operations.

Features
1. A full set of glassware with GG3.3 borosilicate glass that is heat/cold/corrosion-resistant.
2. Wide range of temperature operations, from -60°C to 250°C.
3. Solvent-resistant PTFE seal ensure long time durability and operation, sealing is -0.098Mpa.

4. The PT100 temperature, and is a liquid crystal display. More accurate temperature measurement and more convenient.
5. Frequency control, AC induction motor. Constant speed, brushless, no spark, security and stability, and continuous work.
6. Heavy duty stainless steel supporting framework with lockable casters for mobility and stability. (whole support and glass vessel shipped pre-assembled)

7. Rugged stainless steel reinforced PTFE stirrer with anchored agitator, suitable for a wide range of viscous materials. multi-layer stirring blades is optional.
8. The bottom flange discharge port with a value, aluminum parts flange fixed.
Why Choose Xi'an Bioland's Batch Reactor Systems?
1. Global Quality Assurance
Your reactor comes with certificates from CE, ISO, UL, and SGS, showing that it meets GMP/FDA standards for materials and design for making medicines.
2. Superior Chemical Compatibility
GG17 borosilicate glass can handle acids, alkalis, and organic fluids without getting your goods dirty. 316L stainless steel and corrosion-resistant metals for harsh media are two types of stainless steel that can be used.
3. Complete Process Visibility
Transparent glass jars let you see the reaction moving, the colour changing, and the phase separation happening in real time, which is important for getting consistent results from your experiments.
4. Extended Temperature Performance
Our jacketed systems work reliably from -80°C to 250°C, and they can also work in vacuum, which makes evaporation and reflux more efficient.
5. Modular Engineering Flexibility
You can connect temperature probes, ultrasonic homogenizers, condensers, falling funnels, and automatic lift-rotate systems. Set up your reactor so that it can do all of these things at once: distillation, extraction, crystallization, or peptide synthesis.
6. Risk-Minimized Operation
Spark-free, low-noise motors, along with double mechanical seals and a lift-rotate safety design, keep operators safer when handling dangerous items.
7. Automated Custom Solutions
Optional PLC control systems handle temperature rising, stirring speed, pressure regulation, and automatic doses. These systems cut down on mistakes made by people and make the process more consistent.

8. Full Production Transparency
Our specialized project expert sends photos or videos every week to show how the work is going. Before you ship, set up a Factory Acceptance Test (FAT) at our Xi'an plant.
9. Rapid Turnaround
Standard configurations ship within 5–7 days; fully customized systems deliver in 30 business days with one-year warranty and lifetime maintenance support.
10. End-to-End Customization
From laboratory R&D scale (1L–50L) to pilot and production volumes (100L–10,000L+), we tailor vessel geometry, stirring configurations, and auxiliary equipment to your exact process requirements.
Technical Parameters
|
type
|
volume
(L)
|
Motor power
(W)
|
Speed
(r/min)
|
Stirring torque(1300r/min)
|
Inside/outside tube diameter
(mm)
|
Reactor vessel cover relevant opening size
|
|
|
|
|
|
|
|
center
|
left
|
right
|
later
|
before
|
|
BL-150
|
150
|
370
|
10-680
|
28000g.cm
|
600*550
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-100
|
100
|
250
|
|
22000g.cm
|
460*500
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-80
|
80
|
250
|
|
22000g.cm
|
460*500
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-50
|
50
|
180
|
|
15000g.cm
|
360*405
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-30
|
30
|
180
|
|
15000g.cm
|
315*360
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-20
|
20
|
120
|
|
12000g.cm
|
315*360
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-10
|
10
|
120
|
|
12000.g.cm
|
245*260
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-5
|
5
|
90
|
|
9000.g.cm
|
200*230
|
50#
|
29#
|
24#
|
24#
|
19#
|
Working Principle
The batch processing cycle follows four distinct operational phases:
Phase 1: Charging
Top flange or side-mounted dosing apertures load reagents and solvents into the tank. For air-sensitive processes, nitrogen/argon inert gas purging creates an oxygen-free environment.
Phase 2: Reaction
Jacketed heating/cooling maintains exact setpoint temperatures. An agitator chosen by viscosity profile enables homogenous mixing and heat distribution. Optional automatic dosing pumps add reagents during the cycle, while temperature and pressure gauges monitor the cycle.
Phase 3: Processing
Reflux distillation, vacuum concentration, or crystallization cooling may be used by the reactor. Vacuum pumps reduce internal pressure and integrated condensers catch vapours to speed evaporation.
Phase 4: Discharge
Transfer pumps or bottom discharge valves transport the finished product from the chemical batch reactor for filtering, separation, or storage. Before the following batch, the vessel undergoes approved CIP wash cycles.

Application Fields
Pharmaceutical & Biopharmaceutical Manufacturing
We make APIs, do peptide coupling reactions, handle fermentation broth, and make clean compounds in GMP-controlled areas.
Fine Chemical & Specialty Chemical Production
Reactions like alkylation, hydrogenation, esterification, and nitration need careful attention to stoichiometry and temperature control.
Polymer & Resin Processing
High-viscosity materials (alkyd resins, emulsion polymers) can be polymerized, and high-torque motion stops hot spots from forming.
Agrochemical Formulation
Mixing and reacting herbicides, pesticides, and fertilizers while being careful around precursors that are hot and toxic.
Food & Cosmetic Industries
Under food-grade cleanliness standards, flavour extraction, essential oil distillation, cream emulsification, and natural product concentration are all possible.
New Materials & Metallurgy
Getting back precious metals, making catalysts, spreading nanomaterials, and making petroleum intermediates are all things that are done.

Quality Certification
Xi'an Bioland Instrument maintains rigorous compliance with international manufacturing and safety standards:
- ISO 9001:2015 Quality Management System
- CE Marking (European Conformity for pressure equipment)
- UL Certification (safety for North American markets)
- SGS Inspection (third-party material and weld verification)
- GMP Compliance (design, materials, and documentation for pharmaceutical use)
- ATEX/IECEx (optional explosion-proof certification for hazardous areas)
Every reactor undergoes:
- Positive Material Identification (PMI) testing
- Radiographic/Ultrasonic weld inspection
- Hydrostatic pressure testing at 1.3× design pressure
- Surface roughness verification (Ra ≤ 0.4 µm for pharma)
- Dynamic balancing and mechanical seal leak testing
FAQ
Q1: Can your reactors handle highly exothermic reactions safely?
Yes. We integrate limpet coils or dimple jackets with internal cooling coils and cascade temperature control systems. This monitors the delta-T between jacket fluid and reactor contents, preventing thermal runaway.
Q2: What sealing options are available for toxic materials?
For hazardous media, we provide Double Mechanical Seals with pressurized barrier fluid (Plan 53A/54) or hermetic Magnetic Drive systems offering zero-leakage operation.
Q3: How do you prevent mixing dead zones in viscous applications?
We use CFD simulation during design to select the optimal impeller type. Flush-bottom discharge valves eliminate dead space where unreacted material settles.
Q4: What is the lead time for custom configurations?
Standard units ship in 5–7 days. Fully customized systems require approximately 30 business days, with weekly progress updates and optional FAT before shipment.
Q5: Do you provide installation and training services?
Yes. Our engineering team offers on-site installation supervision, operator training, and process optimization consultation. Comprehensive operation manuals and maintenance protocols are included with every system.
Contact Us
Ready to optimize your chemical processes with a chemical batch reactor? Email us at info@biolandequip.com for customized reactor solutions tailored to your production needs.