Chemical Engineering Reactor - Professional Process Equipment for Industrial Applications
With over 15 years of experience, Xi'an Bioland Instrument Co., Ltd. manufactures innovative chemical engineering reactor systems. Our reactors provide accurate temperature control from −80°C to 200°C, optimizing reaction conditions for various chemical processes. Spark-free motors, double sealing mechanisms, and totally transparent vessels for real-time process monitoring are standard on each CE, ISO, and GMP-certified unit made of excellent GG17 borosilicate glass. Our modular reactors include reaction, distillation, extraction, and vacuum. Enterprise-grade equipment for pharmaceutical API synthesis, chemical production, and research applications is available with configurable configurations and 30-day OEM/ODM turnaround.

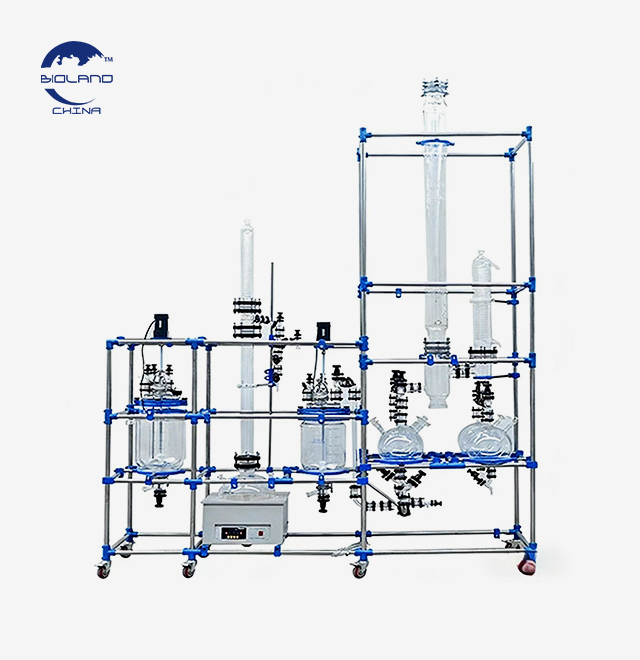
Function and characteristic
- The reactor body is made of high borosilicate glass (GG-17 material). It has excellent physical and chemical properties, transparent body and visible reaction liquid.
- The main body is made of stainless steel frame + aluminum alloy, beautiful and strong corrosion resistance.

- Stainless steel stir bar is packed with tetrafluoroethane, suitable for stirring in many kinds of solvents, no pollution and corrosion.
- A gear reduction motor stirring smoothly, torque big, no spark, long life.
- Teflon components + mechanical seals, ceramic bearings, proprietary technology to ensure a good vacuum and long service life.
- This product frequency converter for the speed, temperature double digital display (can display the reactor temperature). Speed can be set through the speed control knob, intuitive and convenient; also equipped with a reactor inside the temperature probe (PT100).

- The overall structure is compact and reasonable, with a brake caster, the overall move, easy to operate.
- No dead angle glass oblique discharge valve, can effectively reduce the stirring dead angle, discharge convenient.
- Mechanical seals, ceramic bearings
- With vacuum display function, can choose the best working vacuum for high boiling point materials.

Why Choose Us?
Your partner should understand your production issues and provide effective solutions.
Our CE, ISO, UL, and SGS certifications guarantee quality. Every reactor satisfies ASME and PED requirements for safe and compliant operations.
Excellent chemical compatibility: GG17 borosilicate glass resists acids, alkalis, and organic solvents. Product contamination and expensive material failures won't happen.
Safety-First Engineering: Spark-free motors, double mechanical seals, and lift-and-rotate safety features reduce operating hazards in your facilities.
Your team may see reaction dynamics in real time in transparent reactor vessels, enhancing reproducibility and process control.
We customize every aspect to your operation, whether you need anchor, paddle, turbine stirring systems, precise volume needs, or completely automated PLC control.
Complete Support: Our R&D engineers provide weekly photo and video updates on your project. Factory Acceptance Test (FAT) alternatives prior to shipping. A one-year warranty and lifetime maintenance are included.

Quick Shipping: Non-customized reactors ship 5–7 days. In 30 business days, sea, rail, or air freight may provide custom solutions.
Technical Parameters
|
type
|
volume
(L)
|
Motor power
(W)
|
Speed
(r/min)
|
Stirring torque(1300r/min)
|
Inside/outside tube diameter
(mm)
|
Reactor vessel cover relevant opening size
|
|
|
|
|
|
|
|
center
|
left
|
right
|
later
|
before
|
|
BL-150
|
150
|
370
|
10-680
|
28000g.cm
|
600*550
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-100
|
100
|
250
|
|
22000g.cm
|
460*500
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-80
|
80
|
250
|
|
22000g.cm
|
460*500
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-50
|
50
|
180
|
|
15000g.cm
|
360*405
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-30
|
30
|
180
|
|
15000g.cm
|
315*360
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-20
|
20
|
120
|
|
12000g.cm
|
315*360
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-10
|
10
|
120
|
|
12000.g.cm
|
245*260
|
50#
|
40#
|
34#
|
34#
|
29#
|
|
BL-5
|
5
|
90
|
|
9000.g.cm
|
200*230
|
50#
|
29#
|
24#
|
24#
|
19#
|
Working Principle
Your boiler is the most important part of your chemistry process. The top port lets raw materials in, and controlled heating or cooling moves through the jacket. You can choose between an anchor, a paddle, or a turbine stirrer, and the spark-free motor will power it. This will make sure that all phases are mixed evenly.
The PID or PLC controller gets real-time input from temperature monitors, which keeps your setpoint within ±1°C. When exothermic processes happen, the cooling system turns on by itself to stop the temperature from going too high. When there needs to be a vacuum, the combined system lowers the pressure to speed up the evaporation process or drive distillation.
With transparent walls, you can watch as phases separate, crystals form, or colours change without stopping the process. When the reaction is finished, bottom release valves let the product move safely while keeping the system's purity.

Application Fields
Pharmaceutical Industry: Making APIs needs to be done in a clean environment with careful monitoring. Our reactors can do multi-step synthesis, crystallization, and peptide linking, and they also meet GMP approval standards.
When you make chemicals in a chemical engineering reactor, whether they are unique chemicals or intermediates, you need them to work reliably in harsh conditions. During long missions, our material choices will stand up to aggressive chemicals.
Food and Drink: Use food-grade materials that won't change the taste or make the additives dirty or flavorful to extract flavours, make emulsions, or create additives.
In the petrochemical sector, pressure-rated tanks made for constant operation are used for processing hydrocarbons, testing catalysts, and making polymers.
In biotechnology, exact temperature zones, gentle mixing, and sterility guarantee are helpful for cell growth, fermentation, and biocatalysis.
New Materials Research: Use tools that can change to your changing methods to make nanomaterials, composites, or advanced polymers.
Making cosmetics: Mix active ingredients, blend mixtures, and use visual process control to make sure that each batch is the same.
Quality Certification
The factory where we make things follows ISO 9001 quality control methods. Before it is shipped, every reactor is put through pressure tests, leak checks, and functional proof.
The CE mark shows that the product meets European safety standards. Products sent to Southeast Asia and Europe are in line with area rules, such as PED 2014/68/EU for pressure tools.
The materials come from approved sources that can be fully tracked. Asme BPVC Section VIII standards are used for welding, and weld maps and radiography inspection records are used to show what was done.
We can help you with your GMP validation by giving you material certificates, proof of surface roughness (Ra ≤ 0.8μm for pharmaceutical grade), and Installation/Operational Qualification (IQ/OQ) procedures.

FAQ
Q1: How do I select the right reactor volume for my production needs?
A: Calculate based on your batch size, reagent volumes, and headspace requirements. We recommend 70–80% working volume to allow for thermal expansion and safe mixing.
Q2: Can your reactors handle highly viscous materials?
A: Yes. We offer anchor and helical ribbon agitators specifically designed for non-Newtonian fluids up to 1,000,000 cPs, maintaining heat transfer efficiency.
Q3: What safety features prevent thermal runaway?
A: Our systems include rupture discs, pressure relief valves, emergency cooling, and automated interlocks that stop reagent feed when temperature spikes are detected.
Q4: Is glass-lined construction suitable for high-pressure applications?
A: Glass-lined reactors excel in corrosion resistance but have pressure limitations. For applications above 10 bar, we recommend solid alloy construction like SS316L or Hastelloy.
Q5: What's included in your after-sales support?
A: You receive one-year warranty coverage, lifetime maintenance access, spare parts availability, and remote troubleshooting assistance from our engineering team.
Q6: Do you provide installation and training?
A: Yes. We offer on-site installation supervision, operator training, and process optimization consultation as part of our turnkey solutions.
Contact Us
Ready to enhance your chemical processes with a chemical engineering reactor? Reach out to our engineering team at info@biolandequip.com for customized reactor solutions today.